ENG
ENG
Now that you know what LPG composite cylinders are and their benefits (Part 1), it’s time to find out how these tanks are produced on Mikrosam’s state-of-the-art automated filament winding production lines.
How do our automated lines work?
Follow these steps to understand:
- Every automated LPG cylinder production line begins with the manufacturing of the plastic liners and the welding/embedding of the boss part.
- After the winding shaft is connected, the liners are ready for the filament winding cell.
- During the loading process, the liners are placed on a rotating, four-sided carousel or conveyer where a robotic arm picks up five liners at a time, with shafts already attached to enable handling and winding.
- A robotic arm then moves the liners into the multi-spindle filament winding module.
- A liner shaft is inserted into a filament winding machine chucks which serve as a winding spindle.
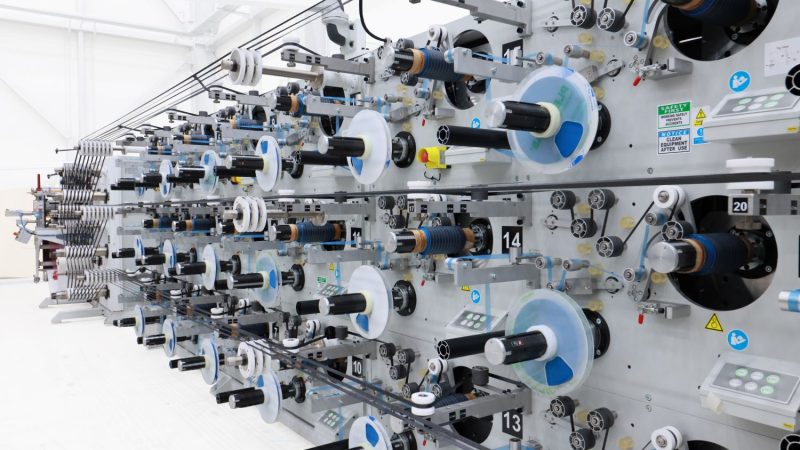
- Once all five shafts are inserted, the liners can be wound. Winding glass fiber yarns are coming from multiple reels.
- The yarns are then fed into an impregnator filled with resin. Mikrosam has excellent control over the resin content. By precisely adjusting the resin pick-up, the resin is delivered to the fibers in a controlled manner. As a result, the customer saves a significant amount of money through not only resin conservation but also equipment preparation and maintenance.
- Mikrosam’s solution for automated filament wining that includes a patented automated cut and restart process eliminates lost time and labor costs between wrapping one set of tanks and wrapping the next.
- Winding typically takes 4-6 minutes, depending on the LPG tank size.
- After the winding process is complete, the line’s robotic arm removes the wound tank set and places it on an automated monorail conveyor for the curing process.
- In the curing chamber of that line, the composite LPG tanks are cured at 60-120°C, depending on the resin type applied. Curing ovens can be equipped with gas or electric heaters, depending on the customer’s requirements. Generally, LPG tanks need to be cured for 2-3 hours at these temperatures. Curing ovens are designed based on the resin systems that the customer wishes to use. Higher temperatures may be able to cure the tanks more quickly, but their liners would be unable to withstand the high temperatures.
- The tanks are robotically removed from the Curing Chamber and are further taken to a common testing station, where they are hydrostatically inspected according to the customer’s specifications.

Mikrosam’s TCON system is another key component.
Integrating the production line, allows you to manage all modules from one location, while also recording all relevant parameters, such as resin, oven, production-environment temperatures and humidity, fiber and resin type, as well as the operator’s name and the start and stop of production.
Take a quick look at Mikrosam’s most advanced filament winding for LPG cylinders in action
We are global leaders and experts in filament winding technology and advanced composites, having designed several state-of-the-art automatic systems and many standalone modules for a variety of composite manufacturing processes. We manufacture equipment for a wide range of composite materials manufacturing processes under one roof.
The most recent Mikrosam production line is fully automated and produces 1 million Type IV LPG composite cylinders annually.